
Устройство арматурогиба
Принципиальная схема обычного ручного трубогиба проста. Заготовка устанавливается между металлическими валиками и прогоняется, приобретая необходимую форму. Отличие ручного агрегата от механического состоит в том, что с его помощью нельзя создать изделие сложной формы.
![]()
![]()
Гибка производится с использованием усилия пользователя, прилагаемого к установленному рычагу. Такой аппарат можно сделать собственными руками.
Изготовленные таким образом арматурные стержни широко используются при создании теплиц, загрождений и иных конструкций.
Если планируется сделать подобный станок самостоятельно, необходимые чертежи можно взять в интернете или начертить самостоятельно.
![]()
![]()
Работать с промышленным станком сложнее. Необходимо не только соблюдать технику безопасности, но и порядок действий.
На агрегат устанавливается сначала ролик подходящего диаметра. Он должен соответствовать сечению используемой заготовки. На втором этапе производится настройка угла загиба. Этот показатель может находиться между 0 и 180 градусами.
Стальной прут укладывают в посадочную площадку и фиксируют его на опорной стойке. Запускается станок с педали. Деформация заготовки осуществляется в автоматическом режиме по заранее заданным параметрам. Когда изделие будет готово, перестают давить на педаль.
Арматура сгибается вокруг оси вращения диска, который, в свою очередь, приводится в действие с помощью электромотора и редуктора. При выборе того или иного диаметра, формы изгиба подбираются втулки должного размера.
Использованы материалы:
- — большой подшипник;
- — профильные трубы;
- — арматура;
- — круглая труба (для обоймы под подшипник);
- — кусок прочной стали (подойдет кусок рессоры);
- — два подшипника, болт, гайка (для ролика);
- — кусок круглой трубы небольшого диаметра (под болт).
Процесс изготовления станка, показан на фото:
![]()
Начинаем с изготовления обоймы под диаметр подшипника. В качестве обоймы, автор использовал кусок трубы чуть большего диаметра, чем диаметр подшипника. Чтобы уменьшить диаметр обоймы, просто вырезаем из трубы кусок металла, а потом молотком сгибаем трубу и завариваем стык.
![]()
![]()
![]()
![]()
В центр подшипника, по задумке, должна заходить квадратная профильная труба, делается она съемной для того, чтобы можно было ставить разные насадки на станок. В итоге нам нужно сделать квадратное отверстие в центре подшипника, для решения проблемы автор использовал два куска уголка.
Просто обтачиваем уголок, чтобы он зашел в отверстие, а потом прочно привариваем уголок к внутренней части подшипника. Перед сваркой автор снял защитные пластиковые кольца, чтобы те не расплавились. В завершении смазываем подшипник солидолом и ставим кольца на место.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
К обойме привариваем рычаг, а точнее кусок трубы, в который будет устанавливаться длинный рычаг. К этому куску профильной трубы также привариваем куски круглой трубы, в них будет устанавливаться упорный болт, так можно будет регулировать нужный радиус изгиба.









![]()
![]()
![]()
![]()
![]()
Изготавливаем упор, в который будет заходить конец сгибаемого прута или арматуры. Упор должен быть крепким, тут будут большие нагрузки. В качестве оси автор сварил профильные трубы, а сам упор сделан из рессоры. Выбранная рессорная сталь отлично подходит, она пружинит под большими нагрузками. Изготовленная ось в итоге будет зажиматься в тисках.
![]()
![]()
![]()
![]()
![]()
![]()
Рычаг для станка, автор сварил из арматуры, он должен быть длинным и крепким, так понадобится минимальное количество сил для сгибания арматуры.
Что касается ролика, то для таких целей автор приспособил два небольших радиальных подшипника, а в качестве оси выступает болт с гайкой. Станок с легкостью гнет довольно толстую арматуру, согнуть которую другими методами не так просто.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
С помощью гибочного станка, можно согнуть стальной прут в спираль, в качестве оси используем кусок квадратной трубы, а конец прута вставляется в отверстие трубы. В качестве упора можно использовать, уже не ролик, а кусок стальной трубы, отлично подойдет палец от поршневой системы автомобиля.
![]()
![]()
Дополнительно, можно изготовить приспособление для холодной ковки — «улитка».
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
С помощью вот такого не хитрого приспособления, можно легко гнуть арматуру, прут, и изготавливать элементы холодной ковки.
![]() В этом видео, можно посмотреть, гибочный станок, в работе:
В этом видео, можно посмотреть, гибочный станок, в работе:
https://youtube.com/watch?v=P5_L0DOAhyU










Автор самоделки: Игорь Андрейчук.
Как согнуть арматуру без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо. Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.
![]()
Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.
![]()
Два отрезка трубы помогут согнуть арматуру при отсутствии других вариантов
![]()
Если под рукой есть сварка, то к трубе можно приварить короткий отрезок этой же трубы
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра. Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
https://youtube.com/watch?v=eWX_cO2VUuk
Как сделать станки для гибки арматуры простейшей конструкции?
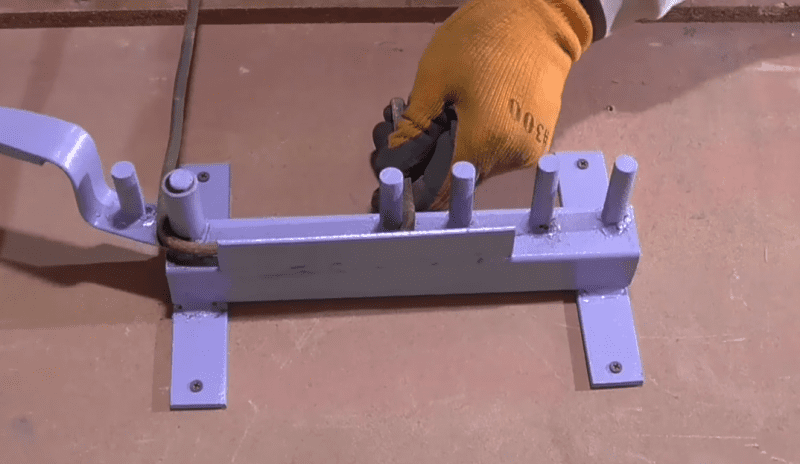
Простейшее приспособление – кусок швеллера с прорезями. На таком примитивном устройстве можно изгибать стержни диаметром до 8 мм с достаточно большим радиусом угла гибки. Процедура гибки требует приложения серьезных физических усилий.
![]()
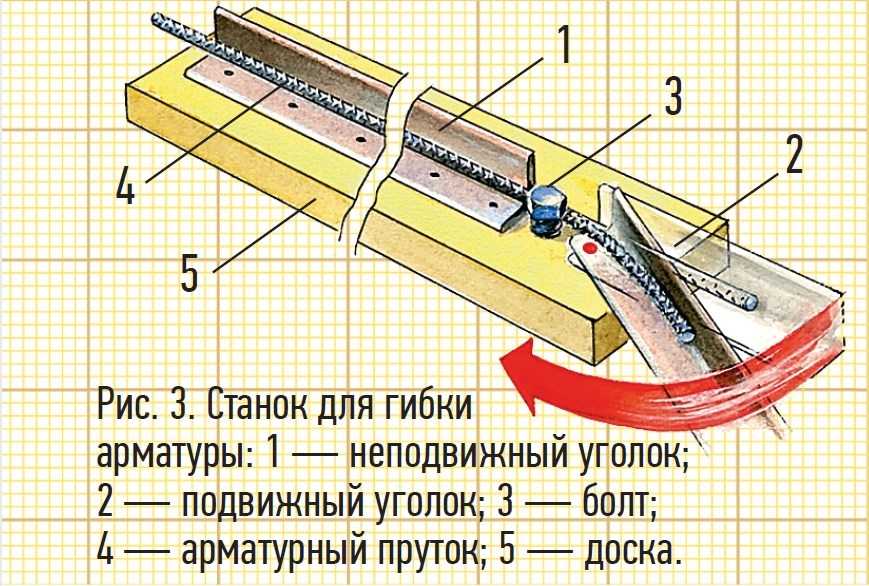
Для самостоятельного изготовления более сложного гибочного устройства понадобятся: стальной уголок 40х40 мм, деревянный брусок, крепежные элементы. Собрать такой самодельный станок для гибки арматуры несложно, но подходит он только для гибки прута малого сечения, в основном для изготовления монтажных петель и других изделий из арматуры с гладкой поверхностью.
![]()
Этапы проведения работ:
- уголок разрезается на 2 части;
- в одной из частей изготавливаются отверстия под саморезы, затем этот отрезок крепится к деревянному бруску;
- вторая часть – подвижная, крепится на брусок болтом, выполняет функции рычага.
Использование этой конструкции не обеспечивает высокую производительность и требует приложения значительных физических усилий.
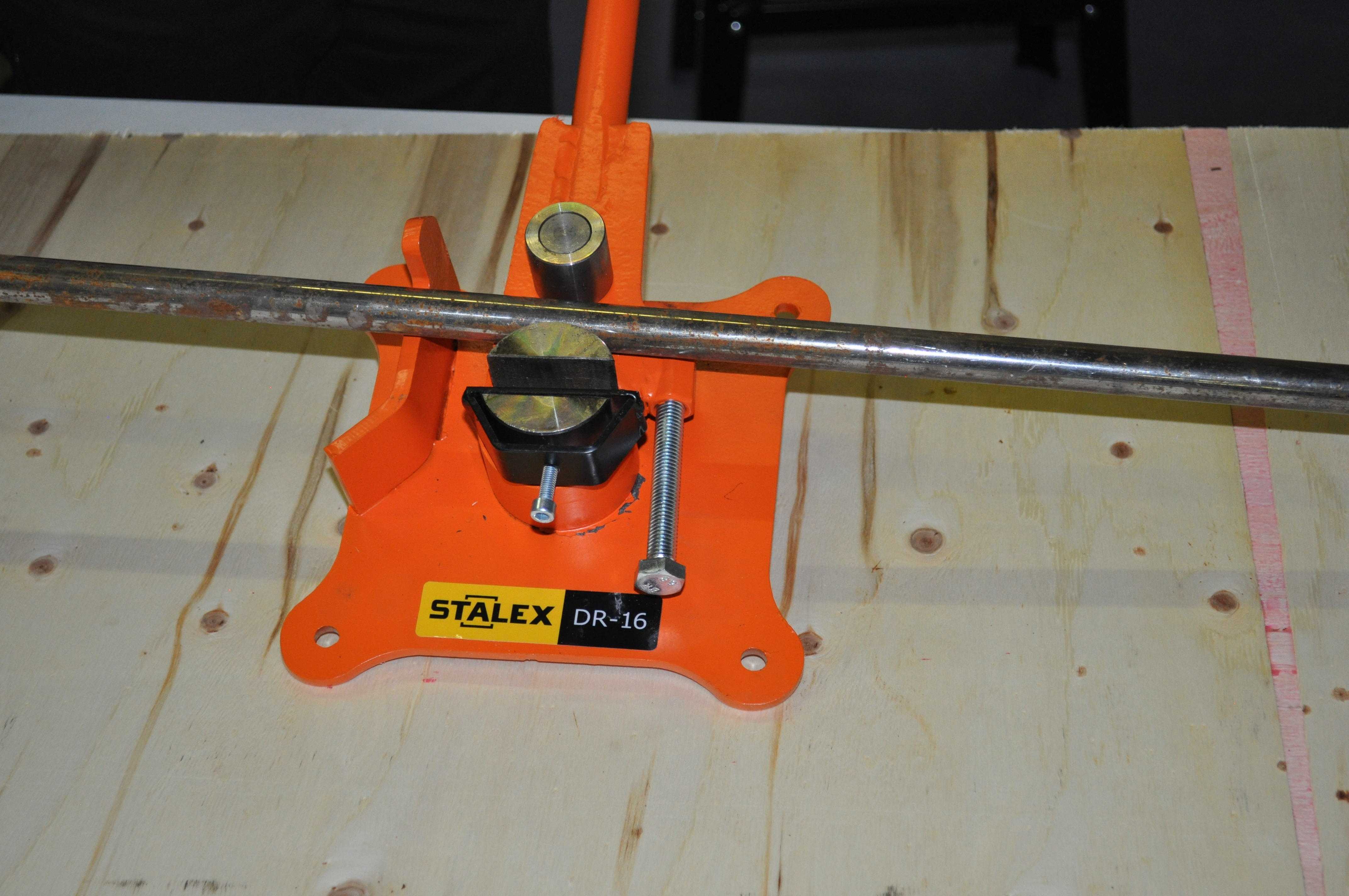
Подобная конструкция может быть выполнена не на брусе, а на швеллере или профильной трубе. Максимальный диаметр обрабатываемых арматурных стержней – 14 мм.
![]()
Шаг 5: Финальные штрихи
Если гибочный станок правильно собран и отрегулирован, то он будет отлично справляться со своей задачей. Вам, конечно, придется немного потренироваться. Станок должен крепиться к какому-либо жесткому основанию: подойдет, например, крепкая скамейка.
Создавать давление домкратом нужно постепенно, начиная с небольшого усилия. Примерно, четверть оборота винта домкрата будет достаточно.
Из-за особенностей станка, при гибке, кольцо получается с прямыми концами. Это можно исправить, предварительно согнув концы. Можно прокатать кольцо с запасом, чтобы не загнутые концы пересекались, затем оба конца обрезаются в одном месте и свариваются между собой.
Изготавливаемые с помощью этого станка кольца получаются не идеально круглыми. Молоток поможет вам справиться с этой проблемой. Повторная прокатка кольца также может помочь исправить кривизну.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Арматурные стержни различных профилей, диаметров и классов прочности – металлоизделия, необходимые при возведении монолитных и монолитно-сборных фундаментов. Арматура повышает устойчивость бетонных конструкций к растягивающим нагрузкам. Для усиления угловых бетонных элементов в соответствии с нормативной документацией необходимо применять только гнутые стержни.
Схема станка для гибки арматуры из двух стальных труб
С помощью этого устройства можно изгибать арматурные изделия даже большого сечения. Чем больше сечение стержней, которые требуется согнуть, тем длиннее должны быть трубы. Диаметр труб – 1/2-3/4″.










![]()
Этапы гибки:
- один край арматуры вставляют в первый отрезок трубы, а второй – надевают на свободный край стержня;
- один из отрезков трубы фиксируют в тисках, вкапывают в землю, для полной надежности бетонируют;
- второй отрезок трубы загибают вверх на требуемый угол.
Более надежными и высокопроизводительными являются электромеханические станки заводского производства. Гибочный механизм приводится в действие с помощью электропривода. Максимальные диаметры арматурных стержней, на которые рассчитано устройство, указываются в маркировке. Для ускорения процесса можно приобрести станок, выполняющий две операции: рубку в размер и гибку.
Популярные модели
Арматурогибы на современном рынке представлены большим ассортиментом. Есть китайские агрегаты, ТСС и другие. Особого внимания заслуживают модели Afacan. Среди востребованных модификаций – модель 10Е, способная работать с сечением арматуры 6–12 мм. Агрегат 12Е может гнуть арматуру с диаметром 10–12 мм, а модель 16РТ легко деформирует стальные пруты до 16 мм.
Из автоматизированных агрегатов особенно выделяются несколько.
СГА-1
В конструкции станка используется привод мощностью 3 кВт. Оборудование справится со стержнями сечением до 32 мм. Изгиб может достигать 160 градусов.
![]()
![]()
GW-40
Этот станок отличается трехкиловатным приводом. Гибка металла производится максимум на 180 градусов. Диаметр металлопроката составляет до 40 мм.
![]()
![]()
Г-40
Об этом агрегате можно сказать, что в его конструкции стоит ступенчатый передаточный механизм. Благодаря ему стало возможно многократное деформирование заготовки. Сечение прутка может достигать 32 мм.
![]()
![]()
Г-50
Промышленное оборудование. Производитель укомплектовал его приводной станцией мощностью 4 кВт. Максимальный диаметр заготовок – 50 мм.
![]()
Устройства для гибки арматурных прутков
Приспособлений и несложных станков, позволяющих своими руками гнуть любую арматуру, изобретено достаточно много. Все подобные устройства работают по схожему принципу, а их отличия состоят в конструктивном исполнении и технических характеристиках, наиболее значимой из которых является наибольший диаметр сгибаемого прутка.
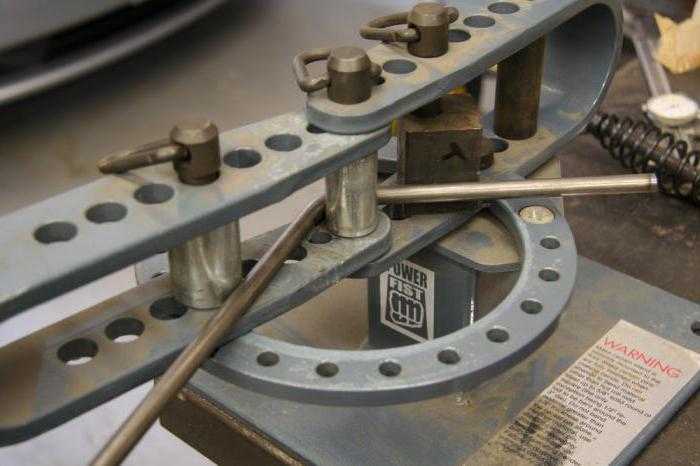
Арматура, которую требуется гнуть, закрепляется на таком станке между двумя роликами: центральным и упорным. Сам процесс гибки осуществляется за счет воздействия на пруток третьего ролика, который так и называется: гибочный. Воздействуя на пруток в процессе гибки (она может выполняться как по часовой стрелке, так и в обратном направлении), гибочный ролик позволяет получить на изделии требуемый угол изгиба. Упорный ролик или вал выполняет ограничивающую функцию, благодаря ему арматура деформируется не по всей длине, а только в том месте, где требуется сформировать изгиб.
На сегодняшний день используется две категории таких станков:
- устройства, приводимые в действие вручную;
- модели с механическим приводом.
Конструктивная схема станков, оснащенных механическим приводом, выглядит следующим образом. На вал устройства, расположенный вертикально, насажен диск, на поверхности которого зафиксированы центральный и изгибающий пальцы. Ролик, в который упирается арматурный пруток в процессе гибки, зафиксирован на стойке станка. Арматуру с использованием такого станка гнут по следующей схеме: пруток размещают между центральным и изгибающим пальцами; при вращении диска в горизонтальной плоскости пруток упирается в упорный ролик и под воздействием изгибающего пальца начинает гнуться вокруг центрального ролика. Изгибающий палец в процессе гибки перемещается по наружной стороне формируемого изгиба.
Станки, конструкция которых описана выше, могут отличаться друг от друга своей мощностью и производительностью, а по назначению подразделяются на три основные категории:
- модели для гибки легкой арматуры с диаметром 3–20 мм;
- устройства для работы с тяжелой арматурой (20–40 мм);
- модели для гибки сверхтяжелых арматурных прутков (40–90 мм).
На станках, относящихся к последней категории, можно одновременно гнуть несколько арматурных прутков. На современном рынке также можно найти универсальное оборудование, технические возможности которого позволяют выполнять гибку металлических прутков в интервале диаметров 3–90 мм. При желании можно найти устройство с гидравлическим приводом, при помощи которого получают сложные арматурные конструкции с переменными углами сгиба и даже формируют из металлического прутка кольцо.
Использование такого оборудования позволяет делать очень качественные изгибы, угол которых может доходить до 180 градусов. Поверхности заготовок, прошедших гибку на таком оборудовании, не имеют складок и изломов, а в их внутренней структуре отсутствует напряжение металла.
В достаточно большом ассортименте представлены на рынке и ручные , среди которых есть как переносные, так и более габаритные модели. Чтобы гнуть в домашних условиях арматуру, можно приобрести как специализированное ручное приспособление, так и трубогиб. Такие несложные устройства, позволяющие выполнять различные изгибы арматурных прутков, диаметр которых не превышает 14 мм, монтируют на поверхности рабочего стола или верстака. Для оснащения домашней мастерской этот вариант вполне подойдет, но, если необходимо выполнять большие объемы работ по гибке арматуры, лучше приобрести более серьезный станок.
На выбор оборудования, при помощи которого арматуру можно гнуть в домашних условиях, оказывают влияние преимущественно два фактора: диаметр прутков и объем работ, который вам требуется выполнять. При гибке различные части арматурного прутка подвергаются нагрузкам разной направленности: внешняя поверхность изгиба – растяжению, внутренняя – сжатию. Такие нагрузки, если неправильно выбрать и настроить станок, могут привести не только к появлению дефектов на поверхности прутка (изломов и складок), но и к его разрушению. Именно поэтому выбирать станок для гибки следует с учетом всех характеристик арматуры, которая на нем будет обрабатываться, и параметров формируемых изгибов. Правильная настройка станка также имеет большое значение для выполнения качественного изгиба арматуры.
Подготовка материалов и инструментов
Перед изготовлением гибочного станка ознакомьтесь с имеющимися чертежами или сделайте свой. В качестве исходных данных важны толщина арматурного прута и их количество. Запас прочности устройства, превышающего усилия для сгибания имеющихся арматурных прутов, выбирается большим как минимум в три раза, если дело поставлено на поток, и вы гнёте арматуру большому числу заказчиков, либо планируется грандиозная стройка.







![]()
Если чертёж выбран, то потребуются следующие инструменты и приспособления.
- Болгарка с набором отрезных и шлифовальных дисков. Без неё распиливать массивный профиль и арматурные пруты затруднительно.
- Электрическая дрель и подходящие свёрла из быстрорежущей стали.
- Сварочная установка и электроды.
- Молоток, кувалда, мощные пассатижи, зубило (напильник), кернер и несколько иных инструментов, без которых не обходится ни один слесарь.
- Тиски для верстака. Поскольку конструкция мощная, она должна быть зафиксирована.
![]()
![]()
![]()
![]()
В качестве материалов потребуются:
- профиль уголковый (25*25 мм) длиной 60 см;
- стальной прут (диаметр на 12-25 мм);
- болты 2*5 см, гайки под них (на 20 мм по внутреннему диаметру), шайбы под них (можно гроверные).
Устройство, которое вы изготовите, весит не один килограмм. Усиленный вес и массивность всей конструкции обеспечат требуемую для сгибания арматуры прочность.
![]()
![]()
Требования к гибке арматурных стержней
Для гибки арматуры большого сечения используют мощные станки заводского производства, для стержней небольшого сечения можно применять ручные устройства, изготовленные своими руками. Такие самодельные приспособления вполне подходят для изгибания монтажных петель, крючков, лапок. Устройства-самоделки используются для изгибания прутов диаметров не более 14 мм при необходимости гибки небольших партий арматуры. Чаще всего популярны среди частных застройщиков.
Для сохранения рабочих характеристик прутов при их изгибании соблюдают следующие условия:
- Угол сгиба не должен быть меньше 90°.
- Радиус скругления в месте сгиба – не менее 10-15 диаметров.
- Применяемое оборудование должно соответствовать диаметру обрабатываемых стержней и классу прочности арматурной стали, иначе на внутренней стороне полученного угла могут образоваться складки, а на наружной – трещины. Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.
Не рекомендуется практиковать народные методы с применением высокотемпературного воздействия, включающие следующие этапы:
- надрез болгаркой места сгиба арматурного стержня;
- подогрев места сгиба паяльной лампой или другим источником открытого огня;
- гибка на требуемый угол.
При использовании такого метода в месте изгиба снижаются механические характеристики из-за надрезов и воздействия высоких температур. При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.
Принцип действия станков для гибки арматуры
Принцип работы гибочных станков самостоятельного и заводского производства примерно одинаков:
- металлоизделие размещается между центральным и упорным пальцем;
- посредством гибочного пальца прут изгибают под заданным в проекте углом;
- гибка может осуществляться в правую или левую сторону.
В устройствах с мехприводом имеется вращающийся диск, на котором фиксируют центральный и изгибающий пальцы. В зазор между ними укладывают пруток. Стержень одним концом упирается в ролик, который стационарно крепится на корпусе. При вращении диска гибочный палец воздействует на арматурный стержень, который изгибается на требуемый угол вокруг центрального валика.
Виды
Есть несколько классификаций подобных машин
Деление производится в зависимости от того, какой из критериев принимается во внимание:
- конструкция;
- вид используемого привода;
- диаметр заготовки.
Все агрегаты можно разделить на две большие группы:
- ручные;
- автоматические.
![]()
![]()
Автоматический гибочный инструмент по типу привода можно классифицировать следующим образом:
- электрический;
- гидравлический;
- электрогидравлический;
- комбинированный.
Любой ручной инструмент требует от человека усилий. Механизированное оборудование питается от стандартной электрической сети.
У каждого из станков есть свои преимущества и недостатки. К примеру, ручные агрегаты обладают простым принципом работы. Они немного весят, их легко транспортировать к месту строительства, но сделать на таком станке много арматуры не получится. Ручные станки не используются в промышленных масштабах – только в быту или на небольших стройках.
При серийном производстве гнутых изделий используются исключительно механизированные агрегаты. Они отличаются:
- большой производительностью;
- высоким качеством;
- возможностью работать с заготовками большого диаметра;
- можно работать в дистанционном режиме.
Недостаток рассматриваемого оборудования – отсутствие мобильности. Такие агрегаты невозможно транспортировать, поскольку они относятся к категории стационарных моделей. Для установки обязательно подготавливают бетонное основание, а сам станок прикрепляют болтами к полу.
Продолжая тему промышленных предприятий, стоит сказать, что нередко требуется, чтобы оборудование совмещало в себе процессы рубки и деформации.
Такие агрегаты обладают сложной конструкцией – они оснащаются гидравлическим приводом и электромеханической системой.
Есть и другая классификация – в зависимости от диаметра деформированной арматуры:
- облегченный;
- средний;
- тяжелый.
Первые станки используются для работы с арматурой, диаметр которой до 20 мм. Второе по списку оборудование может изгибать стержни, сечение которых 40 мм. Тяжелые станки способны работать с самыми толстыми заготовками, их диаметр может достигать 90 мм.









![]()
![]()
Устройство и назначение гибочного станка
Станок для сгибания арматуры в простейшем случае включает в себя кожух и рабочий механизм. Первый служит основой, на которой крепится и вращается второй. Без надёжной основы вам не удастся качественно согнуть арматуру – она должна быть надёжно зафиксирована. Движение арматурного прута (кроме той его части, что выгибается в нужную сторону) должно быть полностью исключено.
Но все эти арматурогибы объединяет общий принцип: арматуру нельзя сгибать резко и под острым углом – насколько толстым или тонким ни был бы сам прут. Основное правило сгибания арматуры – радиус согнутого участка должен быть не менее 10 и не более 15 диаметров самого прута. Занижение этого показателя грозит надломом арматуры, что резко ухудшит эксплуатационные параметры собираемого из прутов каркаса. При завышении конструкция, наоборот, не будет обладать достаточной упругостью.
![]()