
Тиски слесарные модернизированные (профессиональные) серии ТСМ.
| Тиски слесарные модернизированные (профессиональные) серии ТСМ предназначены для закрепления заготовок при выполнении слесарных операций.Преимущество нового типа тисков: позволяет зажимать длинные заготовки в вертикальном положении, круглые — в призмах корпуса и ползуна. За счет новой конструкции основания тиски можно разворачивать на любой угол от 0° до 360°. На корпусе тисков имеется увеличенная наковальня, упор6ный подшипник на винте облегчает зажим заготовки. Наличие регулировочных винтов в корпусе позволяет устанавливать необходимый зазор между направляющими ползуна и опорной части винтов по мере износа, первоначальную регулировку производит завод-изготовитель.По заказу изготавливаются неповоротные тиски (без основания) ТСМН. |
Характеристики модернизированных профессиональных слесарных тисков серии ТСМ:
| ТСМ-160 | ТСМН-160 | ТСМ-180 | ТСМН-180 | ТСМ-200 | ТСМН-200 | ТСМ-250 | ТСМН-250 | |
| Ширина губок, мм | 160 | 160 | 180 | 180 | 200 | 200 | 250 | 250 |
| Усилие зажима, (кгс) | 3500 | 3500 | 4200 | 4200 | 5200 | 5200 | 5500 | 5500 |
| Развив.момент, <=кгс/м | 14 | 14 | 20 | 20 | 25 | 25 | 25 | 25 |
| Длина хода губки, мм | 200 | 200 | 240 | 240 | 240 | 240 | 240 | 240 |
| Глубина рабочего пространства, мм | 88 | 88 | 102 | 102 | 111 | 111 | 123 | 123 |
| Масса, не более, кг | 21 | 20 | 28,5 | 26,5 | 37 | 35 | 55 | 52 |
| Базовая длина, мм | 487 | 487 | 555 | 555 | 555 | 555 | 595 | 595 |
| Базовая ширина, мм | 203 | 203 | 230 | 230 | 230 | 230 | 250 | 250 |
| Базовая высота, мм | 210 | 186 | 244 | 215 | 261 | 230 | 281 | 251 |
Разновидности тисков: какие выбрать приспособления для разных работ
Существует несколько типов тисков, которые классифицируют по различным параметрам. Один из главных распознавательных элементов – это тип зажимного механизма. Исходя из этого фактора, различают следующие разновидности тисков:
- винтовые;
- клинообразные;
- с установленной диафрагмой;
- эксцентричные;
- с пневматическим устройством.
В зависимости от предназначения тиски подразделяют на такие виды:
- столярные;
- слесарные;
- станочные;
- ручные.
С учетом используемого материала данные приспособления также делятся на виды. Столярные тиски для верстака чаще всего изготавливают из дерева, а слесарные – из металла.
![]()
Тиски бывают клинообразные, винтовые, эксцентричные и с пневматическим устройством
Слесарные тиски – это самый распространенный вид рассматриваемого инструмента. Данные приспособления имеют свои подвиды, они различаются размерами, а точнее – шириной губок. Этот показатель может варьироваться от 63 до 200 мм. Маленькие тиски используют в основном для домашних целей. Их крепят при помощи нижнего винта-струбцины на маленьком станке, но чаще – на столике или обычной табуретке. Более габаритные тиски устанавливают в промышленных цехах и больших мастерских с целью обработки крупных деталей.
Тиски слесарные: цена, особенности и разновидности
Тиски для слесарных работ – необходимая деталь в любом промышленном цеху. Такое оборудование обязательно присутствует в мастерской опытного, уважающего себя мастера. При этом в зависимости от формы, вида крепления и обрабатываемого материала их подразделяют на несколько видов.
Трубные тиски используют для крепления труб либо же цилиндрических деталей.
Главное преимущество поворотных тисков заключается в возможности фиксации детали в необходимой плоскости и под нужным углом для организации рабочего процесса. С их помощью можно осуществлять обработку наиболее труднодоступных деталей и их участков. В то же время на обычных тисках такое сделать практически невозможно. Как и все установки этого типа, поворотные изделия могут быть стационарными – это верстачные столярные тиски, которые крепят на столы-верстаки. Другой подтип – тиски со встроенной струбциной для крепления к столу.
![]()
Тиски для слесарных работ являются необходимым инструментом не только в промышленном цеху, но и в домашней мастерской
Гидравлические тиски предназначены для обеспечения более надёжной фиксации особо крупных деталей. Зажим в них осуществляется под давлением сжатого воздуха. В основном такие инструменты устанавливают на крупных промышленных предприятиях. Цена столярных тисков данного типа высокая, а устройство довольно сложное, поэтому инструмент не предназначен для домашних мастерских.
Самоцентрирующиеся тиски необходимы на высокоточных производствах, то есть там, где требуется точная фиксация детали в определенном положении. Обычно строение тисков такого типа предполагает наличие подшипниковой основы.
Особенности и разновидности столярных тисков
Столярные тиски используют для обработки деталей из древесины. Такой вид работ специфический, поэтому предполагает особую конструкцию самого инструмента, отличную от устройства слесарных тисков. Наиболее часто столярные тиски изготавливают из цельной древесины, а фиксацию деталей производят при помощи деревянных губок для тисков. В связи с этим они должны быть шире, чем у слесарных тисков, кроме того, предполагают значительно большую площадь зажима.
Столярные тиски наиболее часто имеют одну основу, но с двумя направляющими. С их помощью происходит удерживание подвижной губки, что позволяет не допускать перекосов. При этом направляющие могут быть неотъемлемой частью верстака либо же сниматься при необходимости.









![]()
Столярные тиски предназначены для обработки деревянных и пластиковых заготовок
Столярные тиски также классифицируют исходя из технологии, применяемой в процессе активизации винта. По этому признаку они могут быть ручными или пневматическими. Если же в классификации учитываются особенности конструкции, то тиски подразделяются на поворотные и неповоротные.
Как уже упоминалось выше, столярные модели служат для обработки деревянных и пластиковых заготовок. Поэтому на губках вмонтированы детали из дерева, что помогает избежать следов от зажима. При фронтальном креплении устройства появляется шанс работать вертикально с фиксированными деталями.
Чего ждать от самодельщины
Описанное приспособление, конечно, временное – все его детали довольно быстро размочаливаются, даже если дерево жмет дерево. Поэтому займемся вначале вопросом: какие самодельные тиски стоит изготавливать?
Зажимных приспособлений самого разного рода в технике используется неисчислимое множество; патенты на них насчитываются тысячами и десятками тысяч. Самостоятельно имеет смысл делать тиски, во-первых, наиболее употребительные. Во-вторых, не требующие для изготовления специальных материалов, производственного оборудования и сложных технологий.
Обычные слесарные тиски (поз. 1 на рис.) придется делать неповоротными. В противном случае придется искать либо готовую пару шейка-юбка (см. далее), которую к тому же может увести при сборке сваркой, либо возможности воспользоваться шейпинговым станком (попросту – шейпингом). Которых на ходу осталось очень мало, трудо- и энергоемкую шейпинговую обработку все более вытесняют точные литье, штамповка и роботы.
Разновидности тисков
Переставные (мобильные) мини-тиски, поз. 2, вроде бы проще, но для их изготовления необходимы особо качественные и, соотв., трудно обрабатываемые материалы. Дело в том, что усилие прижима ручных тисков определяется мускульной силой работника. А поперечное сечение деталей тисков с уменьшением их размеров падает по квадратичному закону, т.е. быстро. Лапы чаще всего обламываются как раз у мини-тисков. Однако расширить их функциональные возможности своими силами как раз несложно, см. далее.
Обычные столярные тиски, поз. 3, входят в состав столярного верстака и без него неработоспособны. Но далее мы рассмотрим, как изготовить тиски Моксона для работы по дереву, превращающие любой рабочий стол (в т.ч. хоть письменный) в практически полноценный столярный верстак.
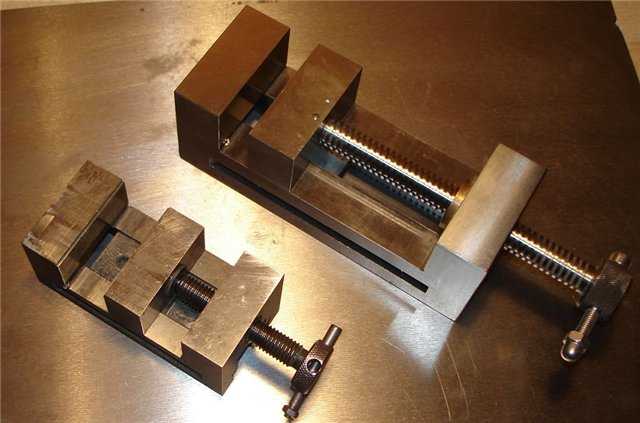
Вот что действительно стоит сделать самостоятельно домашнему мастеру, так это однокоординатные станочные тиски (простой неповоротный стол) к сверлильному станку, поз. 4. Они же могут использоваться самостоятельно (отдельно от станка) для самых разнообразных работ. Материал для станочных станков годится обычный имеющийся в широкой продаже; работы по изготовлению станочных тисков, не уступающих фирменным, требуется буквально всего ничего.
Ювелирные тиски ручные (поз. 5) и настольные (поз. 6) – удобнейшие штуки для мелких точных работ. Но увы – для их изготовления нужны спецматериалы и оборудование, которое есть на всяком машиностроительном заводе общего профиля. В домашних условиях можно сделать неплохие заменители тисков-«лягушек», поз. 7, которые, кстати, часто входят в комплект настольных ювелирных тисков, поз. 8.
А вот с угловыми тисками (поз. 9) для зажима деталей, соединяемых под углом, дело, как говорится, глухо. Сделать их подобие своими руками возможно (поз. 10), но, во-первых, оказывается, что обеспечить зажим уже под фиксированным углом точно 90 градусов очень сложно, а если удалось, то угол потом быстро «плывет». О самодельных угловых тисках с регулируемым углом зажима и говорить не стоит. То же касается 2-3 координатных ручных станочных тисков (поз. 11-14) и, напр., приспособлений для вязания рыболовных мушек (поз. 15), которые уже не тиски, а узко специализированный станок.
Станочные
Как сказано выше, выгоднее всего делать своими руками станочные тиски. Они намного упрощают сверловочные работы, а материал для станочных тисков годится практически любой из имеющихся в наличии: от швеллера, см. ролик:









https://youtube.com/watch?v=vle5OQ8izFM
до фанеры, см. сюжет:
И снова губки
Прочность и устойчивость губок для станочных тисков еще важнее, чем для слесарных: если сверло (шарошка, фреза) вывернет из них деталь, это чревато серьезной травмой. И вот, мы возвращаемся к вопросу выше: из чего делать губки тисков? Из уголка от 40х40х4. В таком случае губка вся целиком будет работать не на сдвиг, а на изгиб, которому металл сопротивляется гораздо сильнее. Это тот случай, когда меньше железа оказывается прочнее.
Но годится не любой уголок одного и того же типоразмера. Тянутый и холоднокатаный уголок (поз. А и Б на рис. ниже) непригоден – металл слабоват. Губки и самодельных и слесарных, и станочных тисков нужно делать из горячекатаного уголка (поз. В). Он, во-первых, много прочнее. Во-вторых, ряд его типоразмеров шире: если толщина полки холоднокатаного уголка общего назначения до 0,1 от ширины меньшей, то у горячекатаного – до 0,2b. Т.е., можно найти горячекатаный уголок, скажем, 60х60х12 – губки тисков из него будут вполне надежны.
Виды стального уголка
Горячекатаный уголок легко распознать по виду среза: все ребро наружного угла всегда острое (показано стрелкой слева на след. рис.), а внутри него – галтель большая, чем у холоднокатаного уголка. Если тиски собираются на сварке, подойдет и равнополочный, и неравнополочный уголок. Если же собирать их на болтах, лучше использовать неравнополочный с отношением ширин полок (1,5-2)/1 (a/b = 1,5…2/1). В таком случае большая полка укладывается горизонтально!
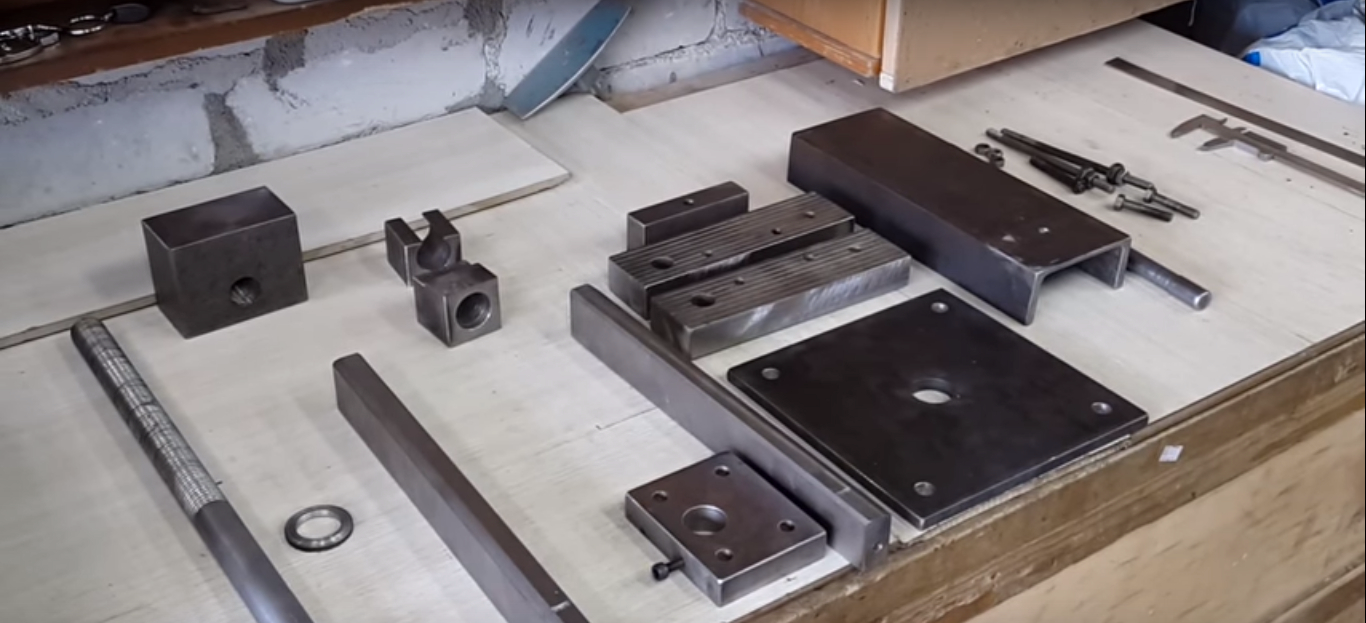
Станочные тиски из стального уголка
Схема устройства самодельных станочных тисков из уголка на болтах дана в центре на рис; справа – чертежи их общего вида. Ползун и скоба под прижимной винт сгибаются из стальной полосы толщиной от 1,5 мм. Винт в ней можно фиксировать проточкой, т.к. его фиксация работает только при отводе подвижной губки и нагружена ничтожно. На прижиме хвостик винта упирается непосредственно в губку; самый винт – М16-М20. Дополнительно о самодельных станочных тисках из уголка см. видео:
Виды слесарных тисков
Как вид слесарные фиксирующие тиски тоже подразделяются на несколько групп. Рассмотрим основные из них:
- Ручные. Самый миниатюрный подвид тисков, задача которых – фиксировать небольшие заготовки в процессе работы с ними. Их не закрепляют на поверхностях, а зажимают одной рукой, в то время, как другая рука занята обработкой детали.
- Стуловые. Полная противоположность ручным: массивные, тяжелые тиски, обеспечивающие возможность клепать, сгибать и рубить металл в кузнице. Изготавливаются из высокопрочной углеродистой стали, крепятся на устойчивом деревянном основании – «стуле», который и определил их название.
- Параллельные. Самый популярный для бытового использования инструмент. Тиски слесарные параллельные называются так из-за строго параллельного перемещения движущейся губки относительно неподвижной. Динамику ей обеспечивает винт, который вкручивается вдоль направляющих и регулирует силу сжатия заготовки. Такие тиски бывают поворотными и неповоротными.
Поворотные слесарные тиски
Заготовочный материал требует обработки со всех сторон, чтобы получить доступ к которым нужно обходить зафиксированную деталь, изгибаться и выворачиваться, жертвуя своим удобством. Если зажать заготовку в слесарные настольные тиски, то придется сделать несколько десятков кругов вокруг стола в процессе работы. Возможность поворачивать фиксирующее устройство решает эту проблему. Поворотные слесарные тиски – это стандартный инструмент, который оснащен поворотным механизмом, значительно облегчающим работу.
Неповоротные слесарные тиски
При бытовом использовании тисков, поворотный механизм редко задействован, и надобность в нем отпадает. Неповоротный инструмент для фиксации заготовок с цельным корпусом и статической установкой – зачастую оптимальный вариант для домашней мастерской. Дополнительные поворачивающие детали увеличивают стоимость, а также риск поломки, поэтому стоит оценить свои реальные потребности, прежде, чем делать выбор.
![]()
Как выбрать слесарные тиски?
Итак, принято решение покупать тиски слесарные, какие лучше выбрать? Для начала, нужно понимать, как они будут использоваться: с мелкими деталями или с крупными, для серьезных кузнечных работ или сугубо в бытовых нуждах. Выяснив свои цели и ознакомившись с информацией выше, вы без труда определите, слесарные тиски какого вида подойдут наилучшим образом
При выборе уже конкретной модели, важно обращать внимание на отсутствие люфта, возможность смены губ и ключевые параметры: размер и материал изготовления
https://youtube.com/watch?v=q-5RF5VQcQg%250D









Тиски слесарные – размеры
Две основных размерных характеристики устройства – это показатели ширины губок и дальности максимального их разведения. Эти и другие параметры четко прописаны в ГОСТ 4045-75 «Тиски слесарные с ручным приводом»:
- Наименьшие значения этих показателей – у ручных тисков для мелких работ: их губки имеют ширину 6,10 или 16 мм и разводятся на 5,5 или 6,5 мм.
- Стандартный ручной инструмент чуть больше: с шириной в 36, 40, 50 или 56 мм и дальностью раскрытия на 28, 30, 40, 50 или 55 мм.
- Обыкновенные слесарные параллельные тиски имеют такие параметры: губки по 80, 100, 120 или 140 мм, разводящиеся на 65, 100, 140 или 180 мм. Причем, у неповоротных в отличие от поворотных,есть еще меньшая конфигурация с шириной в 60 мм и раскрытием в 45 мм.
- Слесарные большие стуловые тиски в основном, обладают губками в 100, 130, 150 или 180 мм, разводящимися на 90, 130, 150 или 180 мм.
Из какого материала делают слесарные тиски?
Ввиду серьезных нагрузок на инструмент, лучше всего выбирать слесарные стальные тиски. Самые крепкие – стуловые, выковывают из углеродистой конструкционной стали полностью, кроме поверхности, контактирующей с изделием. Для нее используют инструментальную сталь, оснащенную специальными насечками. Параллельные тиски облегчают, отливая их корпус из чугуна, хотя губки остаются стальными. Не допустить вмятин на заготовке помогут латунные или алюминиевые накладки на губки. Конструкционная и инструментальная углеродистая сталь служат материалом и для ручных тисков.
Тиски слесарные своими руками
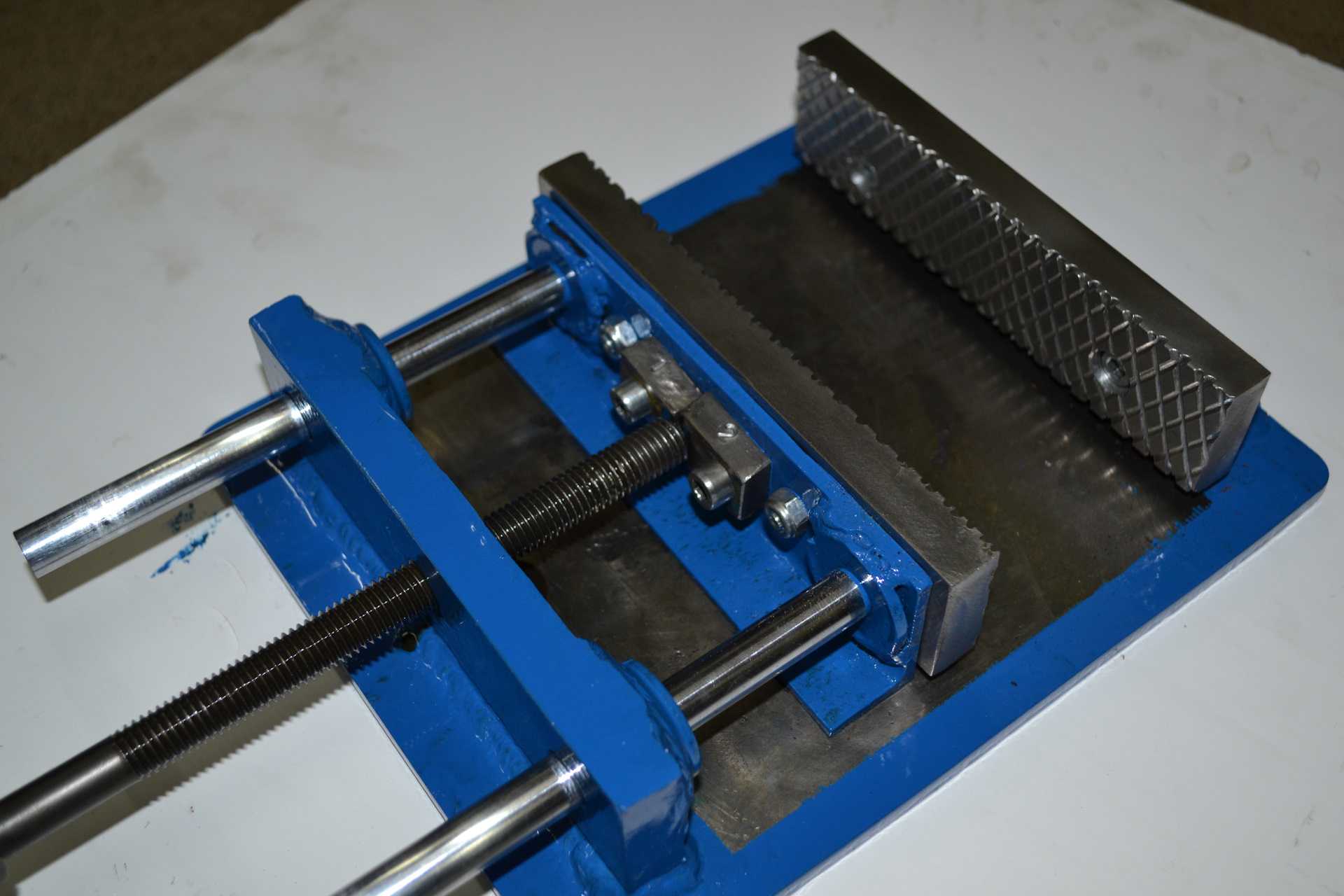
![]()
Слесарные тиски – это тот инструмент, без которого вряд ли можно себе представить даже самую небольшую мастерскую. Он освобождает руки мастеру в момент, когда нужно зафиксировать обрабатываемую деталь и придать ей статичности. И не все догадываются, что тиски вполне можно изготовить своими руками. О том, как это сделать и какие виды тисков существуют, мы поговорим в нашей статье.
Виды тисков слесарных
Все тиски можно подразделить на две большие группы: станочные и слесарные, которые в свою очередь подразделяются на статичные и поворотные.
Кроме того, тиски слесарные настольные подразделяются на две группы: стуловые и параллельные. Первые являются более мобильными в монтаже-демонтаже и не оснащены элементами постоянного крепления. Вторые же являются более основательными и крепятся к верстаку с помощью винтов.
Конструктивно все тиски состоят из таких основных элементов, как корпус и губки. Детали зажимаются между губками за счет винтового механизма (в механических тисках) либо за счет пневматики (в пневматических тисках).
Если губки для слесарных тисков имеют вогнутые поверхности, значит они предназначены для фиксации труб.
Слесарные тиски предназначены для работы с более-менее мягким материалом: деревом, пластиком и т.п. Конструктивно они отличаются высокими губками, в которых зажимаются детали. Губки могут поворачиваться на основании либо быть закреплены статично. Тиски слесарные поворотные позволяют перемещать детали параллельно плоскости стола.
https://www.youtube.com/watch?v=OZDjxFAwqV0
Станочные тиски предназначены для работы с более жесткими материалами, такими как металл. Для этого они снабжены менее высокими губками.Выделяют еще и третий тип тисков – синусные. Применяются они не часто и позволяют производить фиксацию заготовки в 2-х или 3-х взаимно перпендикулярных плоскостях.
Инструмент и материал для изготовления слесарных тисков
Для того чтобы изготовить тиски самостоятельно, необходимо запастись следующим инструментом и материалом. Из материалов вам понадобятся:
- металлический прут в поперечнике не менее 0,2 см;
- штыри из железа (они вам пригодятся при изготовлении фиксирующих шпилек и ручек);
- сосновые и березовые доски;
- металлические пластины;
- разнообразные болты.
Из инструмента необходимо подготовить коловорот, кувалду и напильник, электрическую дрель и ножовку, а также обзавестись измерительным инструментом, таким как линейка на металлической основе.
Изготовление тисков
Чтобы изготовить тиски слесарные своими руками необходимо осуществить несколько последовательных этапов.
Из металлического прута изготовить ходовой винт, методом нарезки резьбы необходимого вам шага. Резьбу можно нарезать самостоятельно, но лучше заказать у специалистов, которые подберут подходящий шаг и выдержат его на протяжении всего винта.
Один из концов ходового винта снабжается рукояткой, выполненной из железного штыря. Рукоятка закрепляется в разрезе, выполненном на конце винтового прута. Надрез этот можно выполнить с применением сверла (8..9 мм).
Производим оснащение станка двумя шпильками. Здесь могут пригодиться уже готовые шпильки, снятые со старого мотороллера с системы закрепления зеркал. Их форму необходимо подкорректировать с помощью кувалды или молотка. А можно изготовить эти шпильки самостоятельно из металлического прута с поперечником до 9 мм








Обратите внимание, что концы шпилек необходимо тщательно обработать напильником, дабы исключить травмы по время пользования тисками. Кстати, шпильки необходимы для того, чтобы приводить в движение подвижную губку тисков.
Недвижимая губка тисков изготавливается из прочной сосны
Ее крепят непосредственно на стол и в дальнейшем эти тиски не смогут перемещаться относительно верстака. Высоту статичной губки делают в диапазоне от 40 до 50 мм.
Для изготовления подвижной губки используют березовую доску, которая должна иметь длину до 0,5 м, а высоту 20-22 см.
В березовой доске просверливаются отверстия, диаметром около 10 мм.
Остается собрать механизм: винт и шпильки крепятся в подготовленных проемах, гайки с шайбами занимают необходимые позиции. Тиски слесарные, вес которых за счет использования дерева не очень большой, готовы к использованию.
Слесарные тиски: чертеж
Для того, кто обладает хотя бы основами инженерных знаний, гораздо легче будет осуществить процесс изготовления тисков на основе чертежа, представленного ниже.
Данные тиски имеют немного другое исполнение, нежели описанные нами выше, но принцип действия у них тот же.
Использование старых механизмов и подручного металлолома
Качественный новый швеллер, уголок, пластины – не единственный подходящий материал для того, чтобы самому сделать тиски.
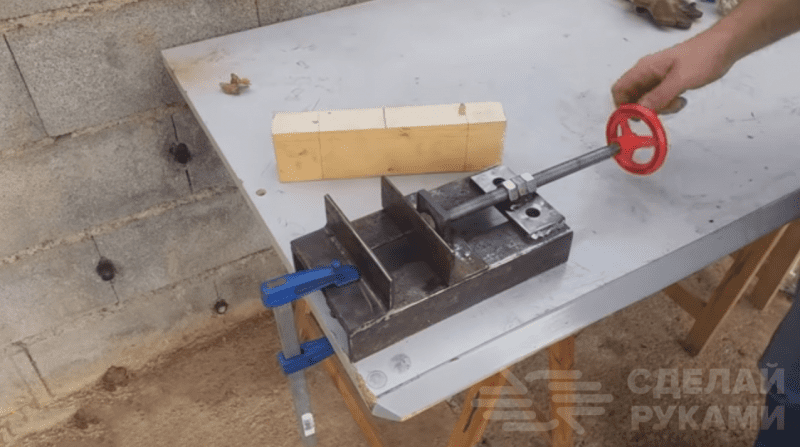
В качестве базового механизма подойдет старый домкрат. Для удобства работы выполняется опорная пластина (или трубы с прямоугольным профилем, как показано на иллюстрации) и привариваются зажимные губки – также из трубы или швеллера, уголка. Тиски из домкрата своими руками не менее удобны, чем промышленные.
https://youtube.com/watch?v=tDf-tBduKQU
Еще один бюджетный вариант – тиски из рельсы. Учитывая нагрузочную способность этого металлопроката, модель получается очень мощная. Ее можно также использовать как наковальню, главное – надежно закрепить изделие на верстаке.
https://youtube.com/watch?v=zGRU72bDqVg
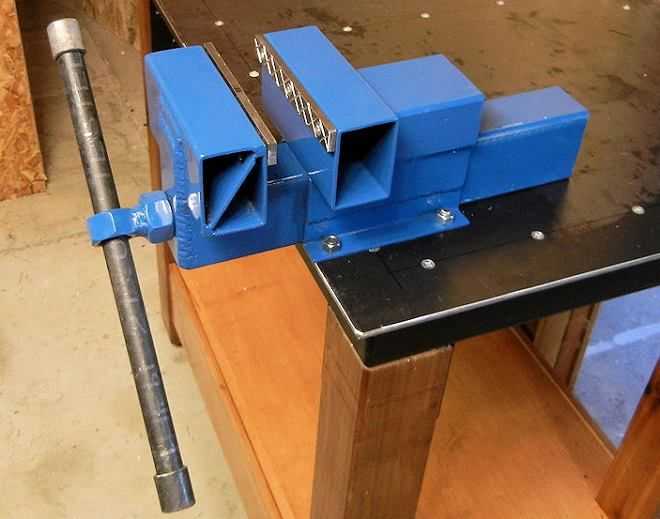
Для тех, кто работает преимущественно с деревом, удачным решением станут деревянные тиски, своими руками их изготовить проще и быстрее – не нужна сварка, отпилить детали можно вручную. Главное в этой модели – подобрать подходящие резьбовые элементы.
Представленный на фото вариант рассчитан на крепление к верстаку на постоянной основе. Чтобы сделать быстросъемный вариант, лучше базовую деталь выполнить с пластиной, которая крепится к верстаку болтами.
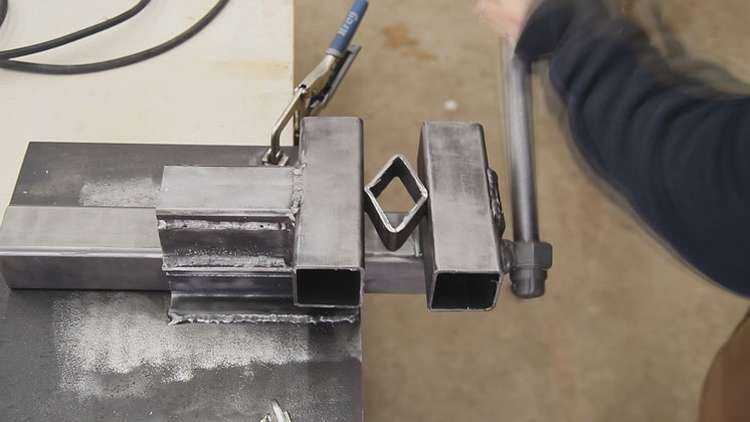
Для фрезеровки и резьбы удобны модели с двусторонним зажимом – такая конструкция позволяет отцентровать обрабатываемую деталь и/или перемещать ее в процессе работы, не снимая с тисков.
Если усилие зажима требуется не очень большое, а менять положение деталей или сами детали в губках требуется часто, можно поискать кулачковый механизм и сделать быстрозажимные тиски. В этом варианте винтовой зажим заменен небольшим кулачком, ослабить или усилить прижим можно небольшим поворотом рычага.
Изготовление столярных тисков
Для обработки деревянных заготовок требуются столярные тиски. Они применяются как при изготовлении новых деталей, так и при ремонте существующих. Работать с деревом при применении слесарных тисков неудобно. Именно поэтому многие решают изготовить еще и столярные, которые имеют ряд своих особенностей.







Простейшая конструкция представлена сочетанием следующих элементов:
Подвижная губка, при изготовлении которой используется деревянный брус
Особое внимание следует уделить выбору бруса, так как он не должен иметь трещины и другие дефекты. Даже несущественные дефекты могут привести к тому, что при нагрузке материал треснет.
Корпус собирается из массивного деревянного бруса
Этот элемент неподвижный, выступает в качестве второй зажимной губки. Рекомендуется выбирать древесину дорогих пород, которая не имеет большого количества сучков.
Направляющие изготавливаются из металла, так как на них будет оказываться серьезная нагрузка. Лучше всего выбирать нержавеющую сталь. Кроме этого, во время эксплуатации направляющие следует периодически смазывать.
Перемещение подвижной губки обеспечивается металлическим винтом. Применяемый винт должен иметь довольно крупную резьбу, так как в противном случае он не выдержит сильную нагрузку.
Вороток, через который ходовому винту передается вращение. С применение рычага большей длины существенно увеличивается оказываемая нагрузка.
К особенностям изготовления можно отнести следующие моменты:
- Изготавливаемый корпус крепится на столе или верстаке при помощи длинных шурупов и болтов. Применяемые крепежные материалы должны иметь большой диаметр и изготавливаться из прочной стали.
- В подвижной губке и корпусе создается три отверстия, которые требуются для размещения направляющих. Для того чтобы обеспечить совпадение осей проводится сверление всех отверстий одновременно в обоих брусках. В противном случае может возникнуть ситуация, когда отверстия расположены друг относительно друга неточно.
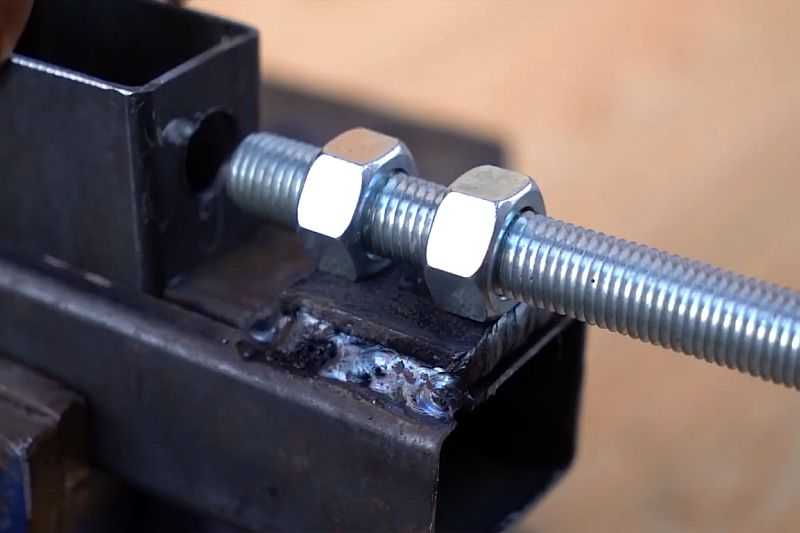
- После установки направляющих на них надеваются подвижные зажимные губки. Центральное отверстие требуется для винта, который будет служить в качестве ограничителя. На обратную сторону винта надевается гайка и после этого приваривается.
- Вороток закрепляется на переднем конце ходового винта. Для этого создается отверстие соответствующего диаметра. Крепление можно провести путем приваривания воротка.
Самодельные конструкции ничем не уступают промышленным. Они также могут быть рассчитаны на воздействие большой нагрузки. Создаваемые тиски могут обладать самыми различными качествами, так как они создаются мастером в зависимости от потребностей.
https://youtube.com/watch?v=lbqB7A3HJow